I'd decided after setting up the lathe for the first job that I wanted a quick change tool post. The main reason is that fiddling with spacers to align tools is a nuisance.
 |
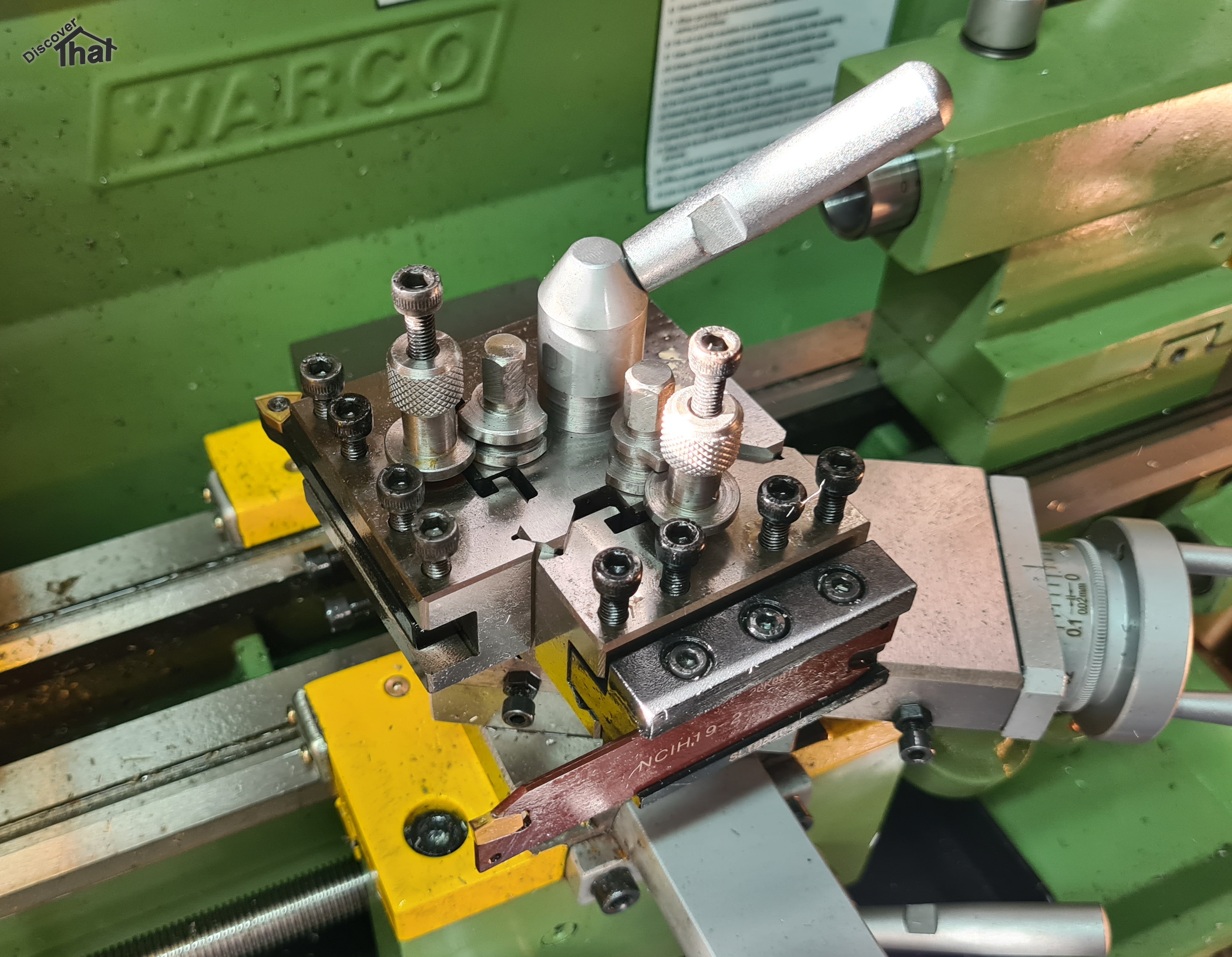
| The new post in place |
 |
| Using the original post to turn the new post |
The Warco WM 180 has two things that make it a little awkward finding a tool post to fit. The first one is minor and just limits the choice. That is, that the post is mounted on an M10x1.5mm stud that looks like it would be difficult to remove.
The more awkward thing is that it has an 18mm diameter boss round the bottom of that mounting stud. The solution is to bore out a 6.3mm deep recess for that boss to fit into.

I found several tool posts that had a bore suitable for the 10mm stud. Of course, none of them had a recess for the boss.
- Warco do one, which you can pay them to bore out the recess so it fits the WM 180. It was not a design I had seen frequently in use elsewhere and it was out of stock, so that ruled that out.
 |
| 250-000 tool post |
- The style I see the most often, in YouTube videos, has an expanding wedge dovetail and is commonly called an Aloris-type. I like the look of it and the small size 250-000 is readily available on eBay, and at other suppliers, at a reasonable price. Unfortunately, it has two issues. The easy to over come one is that it requires a mounting stud taller than the one on the WM 180. The show stopper, is that it is held together using a central tube that is threaded at the bottom, which means that the base could not be bored out to accommodate the boss on the WM 180 cross slide!
- I came across another type, called a C3, but I just didn't like the look of the design of that, so I didn't investigate further.
 |
| T37 tool post |
- The one I opted for is a T37 which I purchased from eBay. I've seen similar designs with slightly different names and different sizes. I think it would be called a Dickson-type. The T37 being the right dimensions to fit the WM 180 lathe. It's main body is solid so it could be modified to fit.
Now for the tricky bit. I had to bore the hole to fit the boss. I wasn't sure if the WM 180 would be up to that job.
It took a few aborted attempts but with a bit of abuse of the tooling I got the job done.






I centred the new tool post in the 4 jaw chuck by aligning the existing post hole with a dead centre in the tail stock.

It was not easy going. Part of the problem was that my boring bars were too big to fit in the 11mm hole and my Cobalt drills would not even make an impact on the hardened tool post. I'm sure it's not good practice but I found by starting the tip of the boring bar from the outside and forcing the tool against the surface and working towards the middle, I was able to take off a little bit at a time.


As the tool was not fixed in either direction, I ended up with a slight slope towards the middle. I deliberately took care as I got close to my intended depth so I could sort out the slope. It will not win any awards for quality but it fits and it works.


The new tool holder is a little lower than the original so I needed a spacer so the clamp would lock. I could have piled up washers... but I have a lathe, so I could make exactly what I needed :-)




With the spacer done, I decided I needed a taller handle so that the lever did not foul on the locking bolts. Another job for the lathe.








I learnt several new techniques including cutting a taper.



Between jobs I 3D printed a longer lever and a mini tool holder for all the allen keys.

A tricky bit was drilling the lever mounting hole on the 30deg angled taper.

I removed half a millimetre off the spacer, so that the lever stopped in the position I preferred. The job took most of a day to complete and the result is working nicely.
==
No comments :
Post a Comment